简体中文
简体中文
Розуміння з’єднань PPR та їхньої важливої ролі
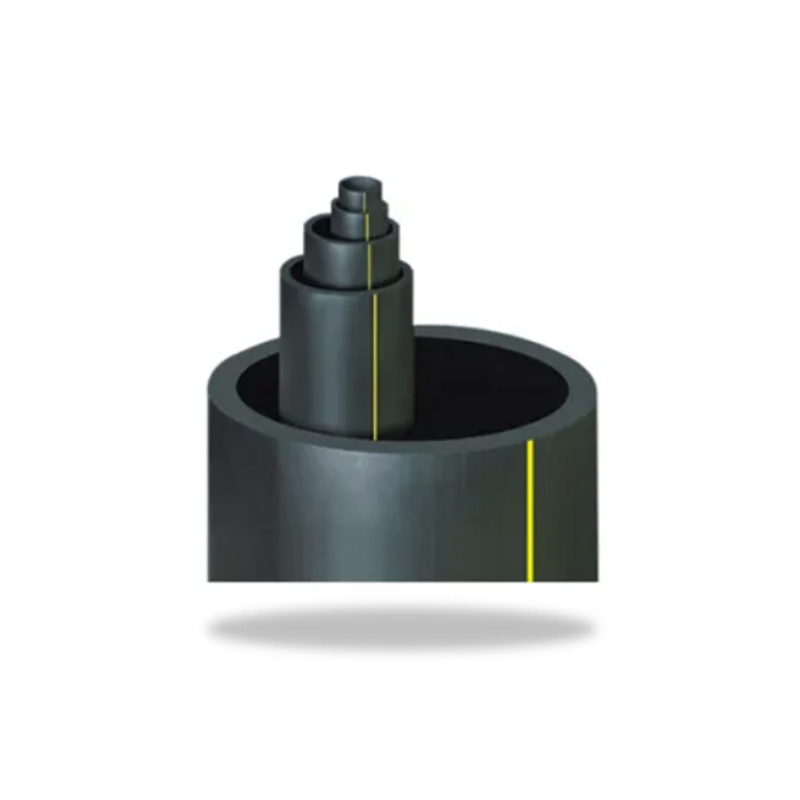
А Муфта PPR це спеціалізований фітинг, який використовується для з’єднання двох секцій поліпропіленової труби з випадковим сополімером (PPR) по прямій лінії шляхом зварювання плавленням. Цей фундаментальний компонент служить основний спосіб з'єднання для подовження ділянок труб і створення герметичних з'єднань як в системах розподілу гарячої, так і холодної води. Муфти PPR виготовляються з того ж матеріалу випадкового сополімеру, що й самі труби, що забезпечує термосумісність і однакові характеристики розширення по всій системі.
Конструкція муфти має розтруб на кожному кінці з точно обробленими внутрішніми розмірами, які відповідають зовнішньому діаметру труби. Під час монтажу обидва кінці труби та муфти одночасно нагріваються 260±10°C, потім з’єднали під тиском для створення молекулярного зв’язку міцніше, ніж сам матеріал труби. Цей процес зварювання плавленням усуває потребу в клеї, герметиках або механічних кріпильних елементах, що забезпечує постійне герметичне з’єднання, яке підтримує повний номінальний тиск системи.
Муфти PPR доступні в розмірах від 20 мм до 110 мм у діаметрі, що відповідає стандартним розмірам труб. Вони підтримують ту саму класифікацію тиску (PN10, PN16, PN20 або PN25), що й труби, які вони з’єднують, забезпечуючи стабільну продуктивність усієї системи. Компонент становить приблизно 15-25% від загальних вимог до комплектації у типових сантехнічних установках, що робить його найбільш часто використовуваним типом фітингів PPR.
Типи та різновиди муфт PPR
Різні конфігурації муфт задовольняють певні вимоги до монтажу та конструкції системи:
Стандартні розеткові муфти
Найпоширеніший тип має два однакових муфти для з’єднання труб однакового діаметру. Ці муфти мають компактну довжину приблизно 1,5-2 діаметра труби , зводячи до мінімуму простір, необхідний для з’єднань. Стандартні муфти підходять як для відкритих, так і для прихованих установок, де потрібні прямолінійні подовження труб без зміни напрямку.
Перехідні муфти
Ці спеціалізовані фітинги з’єднують труби різного діаметру, мають муфти двох різних розмірів. Перехідні муфти усувають потребу в окремих перехідних фітингах і додаткових з’єднаннях, оптимізуючи установки, де відбуваються зміни розмірів труб. Загальні комбінації розмірів включають від 32 мм до 25 мм, від 25 мм до 20 мм і від 40 мм до 32 мм. Використання перехідних муфт замість кількох фітингів скорочує час встановлення приблизно на 30% і зменшує потенційні точки витоку.
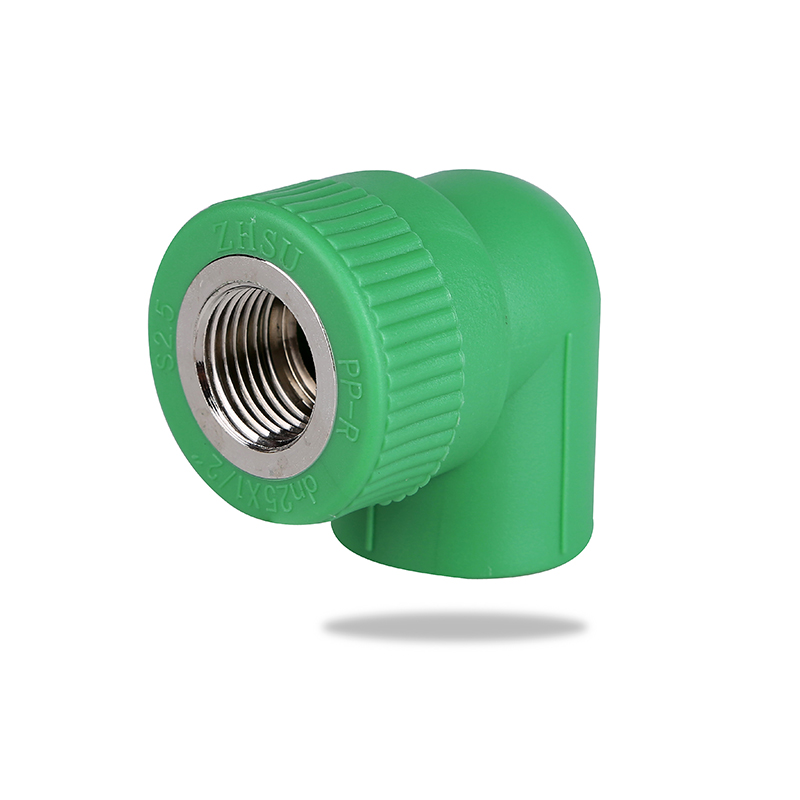
Різьбові з'єднання
Муфти PPR із вбудованою металевою різьбою забезпечують перехідні з’єднання до обладнання, клапанів або пристосувань із різьбовими з’єднаннями. Один кінець має стандартне гніздо PPR для термоплавлення, тоді як інший містить різьблення з латуні або нержавіючої сталі (зазвичай 1/2", 3/4" або 1" NPT або BSP). Металева вставка формується в корпус PPR під час виробництва, створюючи постійне механічне з’єднання. Ці перехідні фітинги необхідні, коли системи PPR взаємодіють зі звичайними компонентами сантехніки, з латунні вставки, розраховані на тиск до 2,5 МПа при 20°C .
Ремонт муфт
Муфти збільшеної довжини, призначені для ремонтних робіт, мають більш глибокі гнізда або ковзні механізми, які дозволяють з’єднуватися з існуючими трубами без необхідності обертання труби. Ці спеціалізовані фітинги виявляються безцінними при заміні пошкоджених секцій у вузьких місцях або коли труби неможливо повернути через обмеження простору. Ремонтні муфти зазвичай вимірюють У 2,5-3 рази стандартна довжина муфти для забезпечення додаткової глибини розетки, необхідної для цього застосування.
| Тип зчеплення | Основна програма | Ключова функція | Контекст встановлення |
|---|---|---|---|
| Стандартна розетка | З'єднання однакового діаметру | Компактний дизайн | Загальні розширення труб |
| Зменшення | Переходи діаметрів | Два різних розміри розеток | Скорочення гілок |
| Різьбовий | Підключення обладнання | Вставка з металевої нитки | Інтерфейси клапана та кріплення |
| Ремонт | Заміна пошкодженої секції | Збільшена глибина розетки | Ремонт закритого простору |
Належна техніка встановлення муфт PPR
Правильні процедури встановлення мають вирішальне значення для досягнення надійних з’єднань без витоків, що забезпечують повну продуктивність системи:
Підготовка перед установкою
Перед початком зварювання плавленням переконайтеся, що труби та муфти збігаються як за діаметром, так і за номінальним тиском. Розріжте труби під прямим кутом, використовуючи спеціальні труборізи з PPR, щоб забезпечити перпендикулярність кінців без деформації. Позначте глибину введення на кінцях труб, використовуючи муфту як орієнтир — типова глибина введення коливається від 14 мм для труб 20 мм до 40 мм для труб 110 мм . Ретельно очистіть і висушіть обидва кінці труб і з’єднувальні муфти, видаливши будь-який бруд, вологу або масло, які можуть погіршити якість зварювання.

Процес зварювання плавленням
Нагрійте інструмент для зварювання оплавленням до вказаної температури 260°C і дайте достатньо часу для розігріву, як правило 10-15 хвилин для надійної стабільності температури . Одночасно вставте кінець труби в нагрівальну оправку, а з’єднувальну муфту – у нагрівальну матрицю. Застосовуйте помірний тиск під час нагрівання без примусу — надмірний тиск може деформувати стінку труби. Тривалість нагрівання повинна точно відповідати параметрам діаметра труби:
- Діаметр 20 мм: 5 секунд нагрівання, 4 секунди з’єднання, 2 хвилини охолодження
- Діаметр 25 мм: 7 секунд нагрівання, 4 секунди з’єднання, 2 хвилини охолодження
- Діаметр 32 мм: 8 секунд нагрівання, 6 секунд з’єднання, 4 хвилини охолодження
- Діаметр 40 мм: 12 секунд нагрівання, 6 секунд з’єднання, 4 хвилини охолодження
- Діаметр 50 мм: 18 секунд нагрівання, 6 секунд з’єднання, 4 хвилини охолодження
З'єднання та охолодження
Аfter heating, remove both components from the tool and immediately insert the pipe into the coupling socket in one smooth motion until reaching the marked insertion depth. Hold the joint firmly in position without twisting or adjusting—any movement during the initial cooling phase will compromise joint integrity. A small bead of melted material should form around the joint perimeter, indicating proper fusion. Maintain the joint in a fixed position throughout the entire cooling period before allowing any stress or movement. Joints subjected to stress before adequate cooling show рівень відмов на 40% вищий ніж правильно охолоджені з’єднання.
Перевірка якості
Перевірте готові з’єднання на наявність рівномірних кульок по всій окружності, що вказує на послідовне нагрівання та вставлення. Труба повинна бути введена на позначену глибину без зазорів на буртику муфти. Перевірте вирівнювання — труби повинні проходити по прямій лінії через муфту без видимих кутів або зсувів. Правильно виконані з’єднання не демонструють побілювання напруги, деформації або зон неповного зрощення. Обслуговують професійні монтажники рівень дефектів нижче 1% при дотриманні належних процедур .
Технічні характеристики та стандарти продуктивності
Муфти PPR повинні відповідати суворим технічним вимогам для забезпечення надійності та безпеки системи:
Вимоги до точності розмірів
Внутрішні діаметри гнізд повинні підтримувати точні допуски, щоб забезпечити належне зварювання без зазорів або надмірного зміщення матеріалу. Виробничі стандарти визначають допуски ±0,2 мм для труб діаметром до 63 мм і ±0,3 мм для великих розмірів . Товщина стінки в корпусі муфти повинна дорівнювати або перевищувати товщину стінки труби, щоб уникнути слабких місць у системі. Глибина розетки повинна забезпечувати достатню площу зварювання, зберігаючи розумну довжину з’єднання для практичного встановлення.
Характеристики тиску та температури
Муфти PPR мають ту саму класифікацію тиску, що й труби, які вони з’єднують. Муфта PN20, яка використовується з трубою PN20, підтримує Робочий тиск 2,0 МПа при 20°C і 1,0 МПа при 70°C . З’єднувальний матеріал повинен демонструвати ідентичні характеристики теплового розширення, що й труба, з коефіцієнтом 0,15 мм/м·К, забезпечуючи відсутність концентрації теплового навантаження на з’єднаннях. Правильно встановлені муфтові з'єднання витримують випробування тиском до 1,5 номінального робочого тиску без витоку або деформації.
Стандарти якості матеріалів
Для якісних муфт використовується випадковий сополімер типу 3 (PPR), що відповідає специфікаціям ISO 15874. Матеріал повинен мати мінімальну міцність на розрив 25 МПа і зберігати гнучкість при низьких температурах без крихкого руйнування. Виробництво первинних матеріалів забезпечує незмінні властивості, тоді як перероблений вміст може вносити зміни, які погіршують продуктивність. Відомі виробники позначають кожну муфту розміром, номінальним тиском, датою виробництва та інформацією про відповідність стандартам. Відсутність чітких позначок наводить на думку неякісна продукція з інтенсивністю відмов у 3-5 разів вищою ніж сертифіковані компоненти.
Перевірка хімічної стійкості
Муфти PPR повинні бути стійкими до деградації через хлоровану воду, коливання рН і температурні цикли. Протоколи випробувань піддають муфти умовам прискореного старіння, включаючи безперервний вплив води при 95°C протягом 1000 годин з подальшим випробуванням тиском для перевірки збереження механічних властивостей. Якісні компоненти показують зниження міцності менше ніж на 10%. після прискореного старіння, еквівалентного 50 рокам служби.
Поширені помилки встановлення та запобігання
Розуміння частих помилок встановлення допомагає запобігти системним збоям і дорогому ремонту:
Недостатнє або надмірне нагрівання
Недостатній час нагрівання перешкоджає належному молекулярному злиттю, утворюючи слабкі з’єднання, які можуть миттєво витікати або розвивати повільні витоки з часом. І навпаки, надмірне нагрівання погіршує структуру полімеру, знижуючи міцність і створюючи завеликі кульки, які частково перешкоджають потоку. Про це свідчать польові дослідження відхилення часу понад ±2 секунди від специфікацій збільшують ризик відмови на 60% . Використовуйте таймери або дотримуйтесь стандартизованих графіків нагрівання, щоб підтримувати послідовність у всіх швах.
Забруднені поверхні синтезу
Бруд, волога, масло або окислення на кінцях труб або муфтових муфтах перешкоджають молекулярному зв’язку. Навіть невелика кількість забруднення створює слабкі зони, які концентрують стрес. Зніміть зовнішній шар з кінців труби за допомогою стружки та очистіть з’єднувальні муфти ізопропіловим спиртом перед зварюванням. Носіння рукавичок запобігає забрудненню поверхонь шкірним жиром. Збої, пов’язані з забрудненням, зазвичай проявляються як витік через 6-18 місяців після установки коли термічний цикл напружує скомпрометований зв’язок.
Неповна глибина вставки
Неможливість вставити труби повністю до плеча розтруба зменшує площу зварювання та створює точки концентрації напруги. Чітко позначте правильну глибину введення на кінцях труб перед нагріванням і перевірте повне вставлення одразу після з’єднання, поки матеріал залишається видимим. Неповне вставлення знижує міцність з’єднання до 50% і значно збільшує ймовірність відмови під час стрибків тиску або гідроударів.
Рух під час охолодження
Обертання, згинання або навантаження на з’єднання до відповідного охолодження запобігає правильній кристалізації зони плавлення. Навіть незначні рухи порушують цілісність зв’язку. Підтримуйте труби належним чином у періоди охолодження та плануйте послідовність встановлення, щоб уникнути роботи поблизу нещодавно завершених з’єднань. Залежний від температури час охолодження має бути збільшений у холодному середовищі — для встановлення з температурою навколишнього середовища нижче 5°C На 50% довший період охолодження для досягнення еквівалентної міцності.
Невідповідні компоненти
Поєднання муфт і труб різного тиску створює слабкі місця системи. Муфта PN16 у системі PN20 не може безпечно витримувати повний тиск у системі. Подібним чином використання з’єднань великого або меншого розміру перешкоджає правильному зварюванню або створює надмірне напруження. Перевірте сумісність компонентів перед установкою, переконавшись, що всі елементи мають однаковий клас тиску та номінальний діаметр.
Критерії вибору для різних програм
Вибір відповідних муфт PPR залежить від конкретних вимог до системи та умов встановлення:
Житлові системи гарячого та холодного водопостачання
Стандартні житлові установки зазвичай використовують муфти PN20 для розподілу гарячої та холодної води. Вони забезпечують достатній запас міцності для типового міського тиску води 0,3-0,6 МПа, при цьому враховуючи випадкові стрибки тиску. Системи гарячого водопостачання, що працюють при 60-70°C, мають переваги від PN20 Номінальний тиск 1,0 МПа при 70°C , що забезпечує довгострокову надійність. Лише для трубопроводів холодної води муфти PN16 пропонують економію без шкоди для безпеки.
Променеве опалення підлоги
Системи теплої підлоги вимагають менше з’єднань через безперервні труби, але з’єднання колекторів та інтерфейсів обладнання залишаються критичними. Щоб запобігти корозії системи, вибирайте муфти з бар’єрними властивостями для кисню, що відповідають специфікації труби. Робочі температури 40-55°C дозволяють використовувати в більшості випадків муфти PN16, хоча PN20 забезпечує додатковий запас міцності. Різьбові муфти полегшують підключення до колекторів і котельного обладнання.
Комерційні системи та системи високого тиску
У багатоповерхових будівлях або системах з підвищуючими насосами тиск може перевищувати 1,0 МПа, що потребує з’єднань PN25, розрахованих на 2,5 МПа при 20°C . Промислове застосування з циркуляцією гарячої води при температурі 80-90°C також виграє від вищої здатності до зниження температури PN25. Збільшена товщина стінок компонентів PN25 додає мінімальних витрат, забезпечуючи значний запас безпеки під тиском.
Зовнішнє та відкрите встановлення
Муфти на відкритому повітрі потребують складів, стійких до ультрафіолетового випромінювання, щоб запобігти деградації під впливом сонячного світла. Стандартний PPR для приміщень жовтіє та стає крихким після тривалого впливу УФ-променів, при цьому втрата міцності стає значною 6-12 місяців прямих сонячних променів . УФ-стабілізовані муфти містять сажу або УФ-інгібітори, зберігаючи властивості протягом 10 років у зовнішніх умовах. Для підземних установок стандартні муфти працюють належним чином, оскільки ґрунт забезпечує захист від ультрафіолету.
| Аpplication Type | Рекомендований рейтинг | Умови експлуатації | Особливі міркування |
|---|---|---|---|
| Житлова холодна вода | PN16 | 20°C, 0,3-0,6 МПа | Економічний вибір |
| Житлова гаряча вода | PN20 | 60-70°C, 0,4-0,8 МПа | Стандартна рекомендація |
| Підігрів підлоги | PN16-PN20 | 40-55°C, 0,3-0,5 МПа | Необхідний кисневий бар'єр |
| Комерційний високого тиску | PN25 | Змінна температура, >1,0 МПа | Максимальний запас міцності |
| Відкритий | PN16-PN20 | Змінний, ультрафіолетовий вплив | УФ-стабілізована формула |
Оцінка якості та перевірка продукції
Відрізнення якісних муфт PPR від продуктів нижчої якості захищає цілісність системи та запобігає передчасним поломкам:
Критерії візуального огляду
Перевірте поверхні зчеплення на гладкість і однорідність. Якісні муфти демонструють незмінний колір без смуг, плям або зміни кольору. Внутрішня частина розетки має бути чистою та гладкою без шорсткостей або видимих забруднень. Товщина стінок повинна бути рівномірною по всьому колу, коливань більше 0,3 мм вказують на поганий контроль виробництва . Перевірте наявність повного, розбірливого маркування, включаючи ідентифікацію виробника, розмір, номінальний тиск і дату виробництва.
Методи перевірки матеріалу
Справжній матеріал PPR демонструє специфічні фізичні характеристики. Матеріал повинен здаватися щільним і масивним, а не порожнім або легким. Згинання муфти повинно демонструвати пружність без тріщин або остаточної деформації. Якісний PPR повертається до своєї первісної форми після згинання, тоді як нижчі матеріали можуть побіліти від стресу або залишитися деформованими. Перевірка твердості поверхні за допомогою дурометра повинна давати показання 60-70 Шор D для справжнього PPR , тоді як м’які матеріали передбачають перероблений вміст або неякісні полімери.
Сертифікація та відповідність стандартам
Відомі виробники надають документацію про випробування та сертифікацію третьою стороною. Подивіться на відповідність стандартам ISO 15874, EN 15874 або еквівалентним національним стандартам. Сертифікати визнаних органів, таких як NSF, DVGW або WRAS, свідчать про те, що продукти пройшли ретельне тестування на безпеку та ефективність. Запитуйте звіти про випробування, що показують результати стійкості до тиску, термоциклічної та хімічної стійкості. Слід уникати продуктів, які не мають відповідної сертифікації чи документації, незалежно від цінових переваг, як несертифіковані фітинги демонструють відмову на 400-500% вище ніж сертифіковані компоненти.
Оцінка упаковки та зберігання
Якісні виробники упаковують муфти в герметичні пакети або коробки, які захищають від забруднення та ультрафіолету під час зберігання. Індивідуальна упаковка або організована масова упаковка свідчить про увагу до контролю якості. Неупаковані неупаковані фітинги могли накопичити бруд або пошкодження під час транспортування. Перевірте умови зберігання — муфти PPR, які зберігалися під прямими сонячними променями або при екстремальних температурах, могли зіпсуватися перед встановленням. Продукти, які належним чином зберігаються на складах з кліматичним контролем, зберігають повні характеристики протягом невизначеного часу.
Розгляд витрат та економічний аналіз
Розуміння витрат на з’єднання PPR допомагає оптимізувати бюджет проекту, зберігаючи стандарти якості:
Структура цін на матеріали
Стандартні розеткові муфти становлять відносно невеликі витрати в загальній вартості системи. Типова ціна коливається від 0,50–1,50 дол. США для муфт 20 мм до 3,00–8,00 дол. США для розмірів 50 мм залежно від номінального тиску та виробника. Перехідні муфти коштують приблизно на 30-50% дорожче, ніж стандартні муфти через підвищену складність матеріалу та виготовлення. Ціни на різьбові муфти з латунними вставками в 3-5 разів перевищують стандартні витрати на муфти через металеві компоненти та вимоги до складання.
Монтаж Економіка праці
Незважаючи на те, що витрати на з’єднувальні матеріали є скромними, робота по встановленню є більшою складовою витрат. Досвідчені монтажники завершують муфтові з’єднання з нормою 15-25 стиків на годину залежно від розміру труби та доступності . Ця ефективність означає витрати на оплату праці в розмірі приблизно 2-5 доларів США на суглоб для роботи вдома. Зведення до мінімуму кількості з’єднань завдяки ретельному проектуванню системи зменшує як матеріальні, так і трудові витрати. Використання редукційних муфт замість окремих редукторів і додаткових з’єднань економить приблизно 8-12 доларів США на перехідну точку, якщо включити роботу.
Порівняння вартості життєвого циклу
Якісні PPR-муфти, встановлені правильно, не потребують технічного обслуговування та забезпечують термін служби 50 років. Цей довговічність усуває витрати на заміну, які впливають на механічні з’єднання, компресійні фітинги або паяні з’єднання. Постійний характер зварювання плавленням запобігає витоку, який спричиняє пошкодження водою — найдорожчий наслідок несправності сантехніки. Про це свідчить статистика страхової галузі правильно встановлені системи PPR показують рівень витоків на 85% нижчий ніж різьбові металеві системи протягом 20-річних періодів, що означає суттєву економію витрат на ремонт і запобігання пошкодженню водою.

Компроміс між якістю та ціною
Муфти преміум-класу від визнаних виробників коштують на 20-40% дорожче, ніж економні бренди, але забезпечують значно кращу надійність. Додаткова різниця у вартості становить лише 50-150 доларів США для всієї житлової системи, але різниця в продуктивності може бути значною. У недорогих муфтах часто використовуються перероблені матеріали, неналежний контроль якості або нестандартні розміри, які ставлять під загрозу цілісність з’єднання. Про це повідомляють професійні монтажники Гарантійні зворотні виклики для продуктів преміум-класу становлять менше 0,1% у порівнянні з 2-5% для економічних брендів, що демонструє, що скромні додаткові інвестиції забезпечують суттєве підвищення надійності.
Рішення щодо усунення несправностей і ремонту
Аddressing coupling-related issues requires understanding common failure modes and appropriate remediation techniques:
Виявлення пошкоджених суглобів
Несправності з’єднувальних з’єднань зазвичай проявляються у вигляді повільних крапель або плачу, а не катастрофічних розривів. У підозрілих з’єднаннях спостерігається накопичення вологи, водяні плями або мінеральні відкладення в місці з’єднання. Під час випробування тиском несправні з’єднання демонструють падіння тиску або видиме просочування води. Неповне зварювання часто проявляється у вигляді проміжків між кінцем труби та буртиком муфти або асиметричних валиків зварювання по периметру з’єднання. Побілілі від стресу ділянки біля суглобів свідчать про перевантаження або рух під час охолодження.
Процедури ремонту
Несправні муфтові з’єднання неможливо відремонтувати на місці — потрібно повністю зняти та замінити. Відріжте несправну муфту та короткий відрізок труби з кожного боку, переконавшись, що надрізи є принаймні 100 мм від старих зон зварювання щоб уникнути термічного впливу матеріалу. Використовуйте ремонтну муфту або дві стандартні муфти з проміжною частиною труби для повторного підключення системи. Якщо простір обмежений і поворот труби неможливий, ремонтні муфти з подовженими розтрубами або розсувними конструкціями дозволяють підключити до стаціонарних труб. Забезпечте достатній час охолодження перед тим, як герметизувати відремонтовані секції.
Протоколи профілактичного огляду
Для критичних установок або перед тим, як ховати труби в стінах або підлозі, проведіть ретельний візуальний огляд усіх муфтових з’єднань. Перевірте послідовність зварювальних кульок, належну глибину введення та вирівнювання. Випробуйте тиск усієї системи при тиску, що в 1,5 рази перевищує робочий, протягом щонайменше 1 години, контролюючи будь-яке падіння тиску. Довгостроковий моніторинг повинен включати періодичну перевірку доступних з’єднань, особливо в зонах, що піддаються вібрації, термічним циклам або механічним навантаженням. Раннє виявлення плачучих швів дозволяє відремонтувати їх до того, як станеться значне пошкодження водою.